
How to Select the Best Method to Manufacture Your Product Enclosure
Detailed comparison of all the various methods for manufacturing your product’s enclosure.

Written by Alex Berrou who is a fantastic mechanical engineer and one of the experts available to help you inside the Hardware Academy.
Designing an enclosure is one of the most critical steps in the development of a new electronic product.
The enclosure is a major component both technically, as it will determine the resistance to various outside factors of your product, and commercially, as it will be the outer appearance that your prospective customers see first.
Like the cover of a book, its importance as a first contact for customers cannot be overstated.
The factors that go into play for the design of an enclosure are numerous, and can get overwhelming.
Here are the most important ones:
What kind of functions does your product have? Buttons, LEDs, plugs, motor outputs? Some technologies will adapt more easily to these types of secondary functions.
What outside constraints will your product be subject to? Heat, impacts and chemicals are the big ones, which include the IP rating.
IP rating: the Ingress Protection rating determines your product’s air- and water-tightness. It is designated “IPXY”, where X is a number between 0 and 6 that describes increasing air-tightness, while Y is the same between 0 and 8 for water-tightness.
What volumes are you aiming for? Higher volumes mean that you can afford to spend more on design and setup costs if they lead to a lower per-part cost.
How critical is the appearance? Will your enclosure be visible to the user, and if so how should it look? The aesthetic quality of different manufacturing technologies can vary wildly.
These factors will in turn decide the criteria that go into your choice of technology, and I have listed them in the table at the end of this article.
Setup vs per-part cost, appearance vs flexibility, and whether you need to hire a professional designer like myself to make your enclosure are some aspects that you will need to consider.
Let’s go over the most common production methods, and a few more specialized ones.
Off-the-Shelf Enclosures
 Image courtesy of Polycase.
Image courtesy of Polycase.
It isn’t always necessary to design your own enclosure : in some cases, off the shelf solutions are available for direct purchase from retailers.
These exist in all shapes and sizes, and with a variety of characteristics, such as IP rating, materials and transparency. They are generally injected plastic or sheet metal, but other possibilities exist.
Applications
Off-the-shelf enclosures are best for early prototypes. You can easily find the perfect shape for an Arduino or Raspberry, for instance. They are also good for products where size and appearance are not critical.
Pros
Their level of design is generally excellent for their price, and they can be obtained very quickly. They do not require a designer.
Cons
The dimension choices are limited, and they are seldom optimal in terms of appearance or size. Secondary functions are limited.
Online Suppliers
Many retailers offer off-the-shelf enclosures, including some hardware stores. Online sources include Polycase, Box Enclosures, Farnell/Newark and others.
3D Printing (SLS / MJF)
SLS and MJF are two 3D printing technologies based on powder sintering. Both have had a precipitous rise in popularity over the last year, hence they have become very affordable (about double the price of FDM).
They have clean, commercially acceptable results, excellent mechanical properties, and are comparable to injection molding.
MJF is slightly cheaper and more accurate than SLS, and will likely replace it over time.
Applications
Prototypes and low-run production, up to 500 units in general.
Pros
There is no setup cost, and lead time is very quick. Design is easy, since there are very few restrictions in terms of shape. This allows for very creative shapes without the fabrication constraints of other methods.
Cons
The price per unit is high, and the final texture is always granular. The texture isn’t necessarily unpleasant, but keep in mind that it cannot be smooth. Limited colors are available. Strength and durability may be lower than other options.
Online Suppliers
Proto Labs, Sculpteo, Hubs, Shapeways and i.materialise are some of the market leaders. There is however an ever growing number of suppliers in this field, so finding one in your area shouldn’t be an issue.
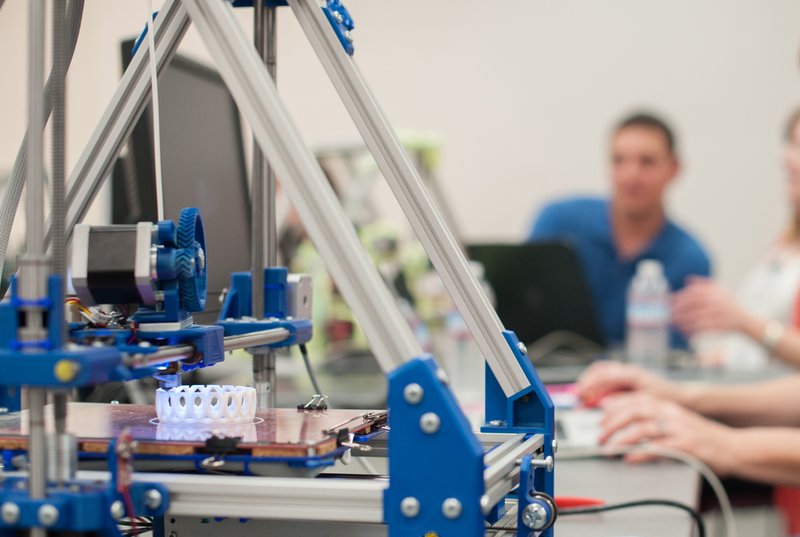
3D printing (FDM)
The oldest and most common 3D printing technology, FDM printers melt and deposit a plastic filament onto a heated plate layer by layer.
FDM is an omnipresent, cheap, accessible and well-polished technology, which means that it retains considerable merit in the prototype manufacturing field.
However, the decreasing price of the altogether superior SLS and MJF prints means that the fields of application for FDM are narrowing.
Applications
The low price and short lead time of FDM allows for iterative design, optimizing a 3D design based on the results tested on successive prototypes. It can also work for parts where appearance and resistance are not critical.
Pros
The main attraction of FDM is its availability. You almost certainly have an FDM print provider near your place of work, and if not it is fairly easy to purchase and master your own machine.
Prices remain the lowest for prototyping, and lead time is generally twenty-four hours or less. All of this can be further decreased if you buy your own machine.
Cons
The layer based nature of the print makes them mechanically irregular, requiring greater volumes for solidity.
The plastics used are all vulnerable to high temperatures (100°C at best).
Finally, and most critically, the texture and appearance of FDM printed products are almost never acceptable for commercially sold products.
Online Suppliers
Same as SLS/MJF: Proto Labs, Sculpteo, Hubs, Shapeways and i.materialise. Can also purchase your own FDM 3D printer for a reasonable cost.
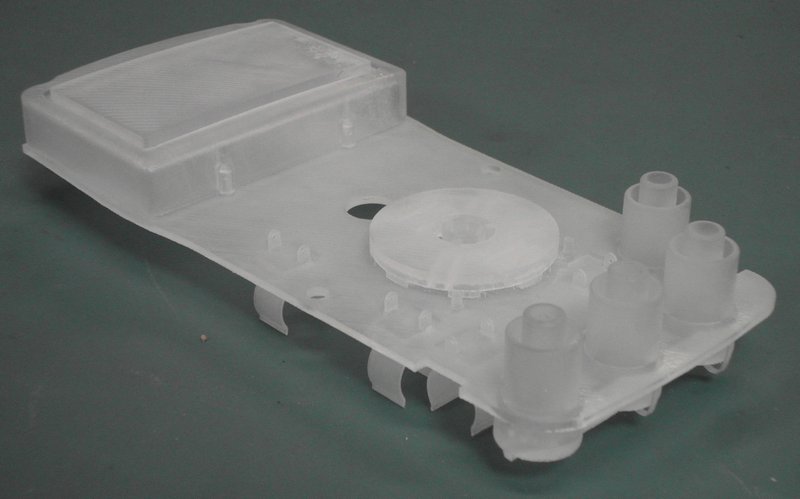
SLA 3D Printing (SLA)
Stereolithography 3D printing is a process by which a vat of resin is polymerized by UV or other lights. As each layer is solidified, the print is progressively pulled out of the resin vat.
SLA printers are the second most common after FDM. They are most popular with jewelry or figurine designers due to their incredible details and beautiful results.
Formlabs carved a niche market in dental prosthetic printing using very high-end SLA printers. The results are still not certified in most countries, though.
Applications
To put it simply, SLA is an artist’s technology and not an engineer’s. It is often used for decorative parts or scale models.
It can also be used to make prototypes of transparent products, as it is the only 3D printing technology that can produce them.
Pros
SLA offers incomparable detail and resolution, down to the 0.05mm scale on normal print quality. The final results are beautiful and smooth, and can be transparent.
Cons
SLA printing is slow, requires considerable post-treatment, and printers are typically small. All of this sharply limits volumes.
The results are fragile and prone to shattering, particularly if an attempt is made to machine them or insert screws.
Online Suppliers
Same as SLS/MJF: Seeed Studio, Proto Labs, Sculpteo, Hubs, Shapeways and i.materialise.
Vacuum Molding / Urethane Casting
Vacuum molding is an alternative to injection molding where, instead of injecting the plastic under high pressure, it is drawn onto the mold by a low-pressure void.
This is considerably easier to obtain in terms of machinery, and puts less strain on the molds, so they can be made from cheaper materials.
In many cases the molds are made of a soft silicone material, and the parts produced are made of polyurethane.
Applications
Vacuum molding can be seen as a middle ground between 3D printing and injection molding, for mid-volume production runs between one hundred and one thousand items.
Pros
Vacuum molding technology is more accessible than injection molding, and requires lighter equipment. This means that setup costs are lower, and suppliers are easier to find.
Since the molds are commonly made of softer materials like silicone the design requirements are less strict than for injection molding due to the easier removal of the part after molding is complete.
Cons
Per-part costs are higher than those for injection molding, and the number of units produced per mold is much lower.
Online Suppliers
Not as many as other technologies, check out Proto Labs and Universal Plastics.
High-Pressure Injection Molding
Injection molding is the most classical solution by far for mass production, and dominates the plastic fabrication industry. It consists of injecting molten plastic into a metal mold at high pressure.

It offers incomparable production speed with a variety of possible visual and mechanical qualities.
The vast majority of injection molding is done in Asia these days, mainly China, due to the availability of manpower.
As such, starting injection manufacturing is a more complex process than most others on this list, but is undeniably worth it financially. This is particularly true of Asia-based production, which is cheaper by a ratio of 1:5 to 1:10.
The most common injection molding materials are ABS and PC blends, but an infinite variety is available depending on the mechanical, visual, thermal and other properties that are required.
Applications
Injection molding becomes financially advantageous for large run production, particularly above 1000 units.
Pros
The per-part price is very low, often a handful of cents. Properties are good and very adaptable.
Cons
The setup price starts high and can become considerable for more complex products ($1,000 to $10,000 in general). Design for injection molding is complicated, full of constraints and requires a skilled design engineer for good results.
Parts manufactured in Asia will have a month or more of lead time.
Online suppliers
ICOMold and Proto Labs offer good services online, but for an above-average cost. For mass production, it is more efficient to contact manufacturers in Asia directly.
Sheet Metal Forming

The world of enclosures is not limited to plastics, and sheet metal forming is the most common alternative solution. It consists of cutting a sheet of metal to precise dimensions, then folding it in order to obtain the final product.
It can be done with a variety of metals, most often aluminum or steel depending on the mechanical properties that are needed.
Applications
Sheet metal forming is most commonly used for two applications – large enclosures, particularly in a factory setting, and heat intensive electrical products, such as computers.
Pros
Excellent for heat intensive products, as the enclosure itself acts as a heat sink and radiator. Resistant to extreme temperatures and chemical exposure.
The price becomes competitive for large enclosures, above the cubic foot scale.
Cons
Both the setup and per-part costs are fairly high. Water-tightness is hard to obtain, and requires very precise design choices.
The variety of possible shapes is limited to, basically, boxes. Optimization requires a professional designer.
Online Suppliers
Protocase and Polycase are most applicable for small quantities. Be sure to check out their design guidelines before starting, they are quite strict!
CNC Machining
CNC machining starts with a forged or rolled metal mass, which is then cut down to proper shape. This is most often accomplished with aluminum, though almost any metal can be machined.

The cost of machining rises geometrically with the shear resistance of the material, however. The machines used for this are often extremely costly five axis mills, or sometimes cheaper lathes and three axis mills.
Though very widespread in the industry, it is not often used for products as simple as enclosures.
Plastic can also be machined, though there is little point in doing so apart from rigorous testing of a prototype before injection molding.
It is possible that CNC machining will eventually be phased out, partially or in full, by metal 3D printing. For now this printing technology remains limited in scope.
Applications
Machined enclosures are typically used in high stress situations, where failure is not an option. This can include aerospace, military and some medical applications. When price and weight are not issues and resistance must be absolute, think CNC.
Pros
machined enclosures, being made of metal, have the same advantages in terms of heat storage and dissipation as sheet metal ones while being more flexible in terms of design.
They are an order of magnitude more solid than any other technology, and essentially invulnerable to mechanical and chemical damage for all practical purposes.
Cons
Machined enclosures are generally heavy and always very costly, with a high setup and even higher per-part cost.
Online Suppliers
Proto Labs and Hubs dominate this market, other actors include Xometry and Rapiddirect.
Laser Cutting (Plastic or Wood)
It is possible to cut plastic or wood with a laser or other technologies, then assemble the resulting plates. This requires fairly little equipment and no specialized design work.

Applications
These designs can be aesthetically pleasing. It is also possible to pre-cut kits that can be assembled later, for instance for educational purposes.
Pros
Easy to make, can have visually pleasing results. Easy to mass produce with limited means.
Cons
limited applications, requires complex assembly. Poor mechanical properties.
Online Suppliers
Sculpteo offers these services, along with many other smaller companies.
Final Comparison
Below is an easy to reference table showing how the various technologies discussed in this article stack up.
| Design Flexibility | Design complexity | Setup cost | Per-part cost | Resistances | Lead time | Appearance | |
| Off the shelf | Poor | Low | Low | Low-Medium | Good | Low | Fair |
| SLS/MJF printing | Excellent | Low | Low | High | Fair | Low | Good |
| Injection molding | Good | High | High | Low | Good | High | Excellent |
| Sheet metal | Fair | High | Medium | Medium | Fair | Medium-High | Fair |
| FDM printing | Good | Medium | Low | Medium | Poor | Low | Poor |
| SLA printing | Good | Medium | Low | Medium-High | Poor | Low | Good |
| Vacuum molding | Fair | Medium-High | Low-Medium | Low-Medium | Good | Medium | Excellent |
| CNC Machining | Fair | Medium-High | Medium | High | Good | Medium-High | Fair |
| Laser cutting | Fair | Medium | Low-Medium | High | Fair | Low | Fair |
